Réglage final de la torche -11, Réglage final de la torche (figure 2-8) – Hypertherm HT4001 Manuel d'utilisation
Page 25
FONCTIONNEMENT
9/19/96
HT4001
Manuel de l’opérateur
2-11
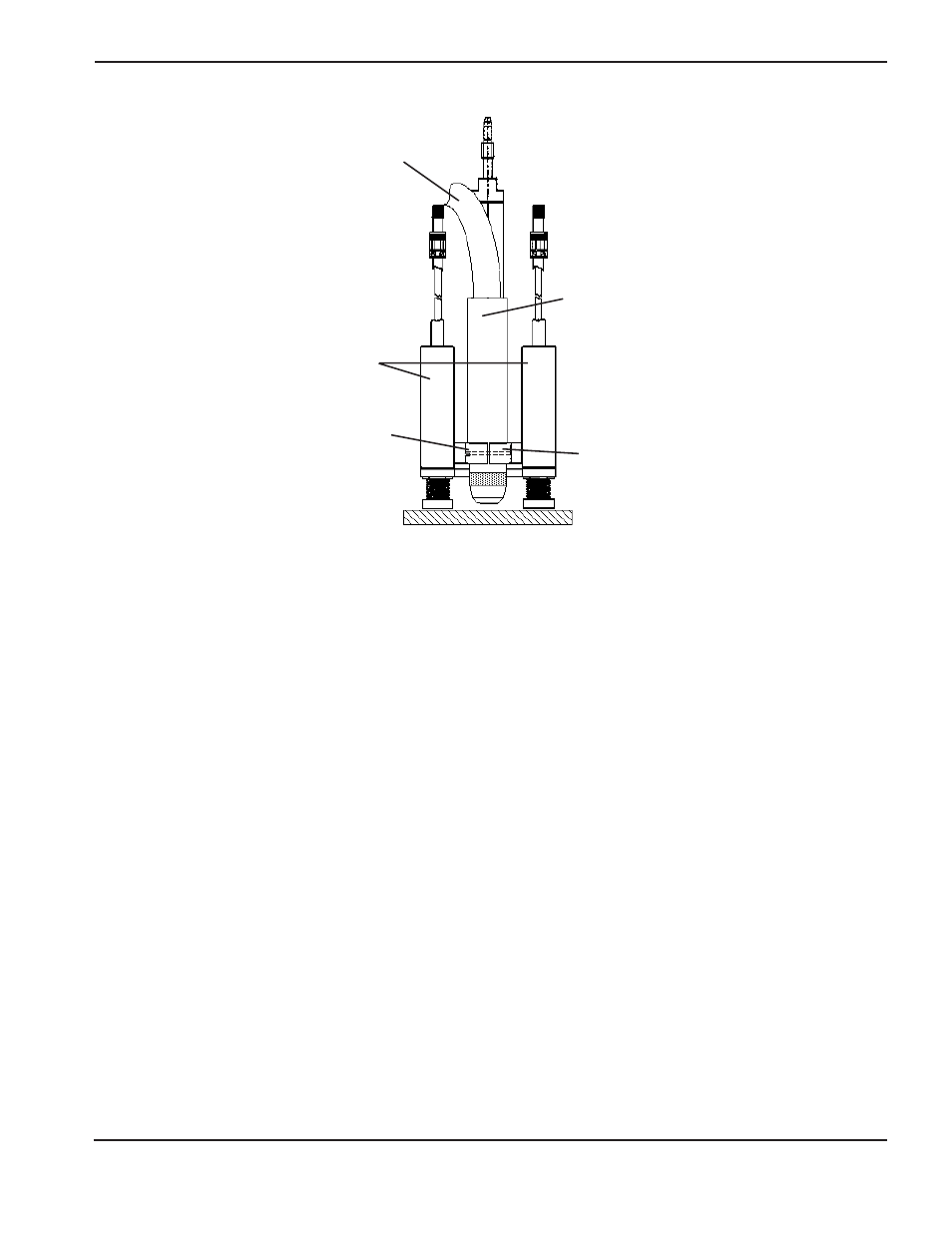
Réglage final de la torche (figure 2-8)
• Chercher la distance torche-pièce sur les Tableaux de coupe en fonction de l’épaisseur du métal à
couper.
• Desserrer la vis de fixation sur le support de torche et placer la torche à deux fois la hauteur indiquée pour
la distance torche-pièce. On a alors la hauteur initiale de la torche avant de percer. (La torche reprend son
écartement normal après l’opération de perçage.)
• Serrer la vis de fixation sur cette position.
Note :
Si l’on n’utilise pas le détecteur de hauteur initiale, régler la hauteur de torche initiale
dans le support de torche avec adaptateur à deux fois la distance torche-pièce.
Noter également :
Si l’arc n’est pas transféré à la pièce quand le réglage est effectué à deux
fois la distance torche-pièce (dans le cas du coupage de métal épais à un
courant élevé), réduire graduellement la hauteur initiale de la torche
jusqu’à ce que l’arc soit transféré.
19. Régler la hauteur initiale sur ON et appuyer sur le bouton START sur le système. Une fois que l’arc est
transféré et que le retard de la machine est écoulé, la torche est prête à percer le métal. Appuyer sur le
bouton STOP pour arrêter l’arc plasma. Vérifier que le voyant UP soit éclairé et que la torche remonte
jusqu’au contacteur de fin de course supérieure.
Figure 2-8
Torche avec sondes inductives
Sondes
Gaine de position de la
torche
Support de torche avec
adaptateur
Vis de fixation
Faisceau vers module
haute fréquence à
distance, console des
gaz et boîtier de la
robinetterie motorisée